(1)_20230519.png)

 400-800-9259
400-800-9259

.jpg)
行业知识

有疑惑,请问有什么可以帮您?
车间布局规划公司之车间线体布局研究
来源:必旺智能2023-11-17
车间布局规划公司指出,所谓的工艺路线分析就是PR分析,即[P产品一R工艺]分析。其中,R一Route工艺路径,分析的目的是确定不同类型产品的生产线设置是专线方式还是兼容方式。若产品间工艺差别不大(工位数和人力差10%),建议设兼容线;若产品间工艺差别较大,建议将相似工艺组成一类线分设专线。机加工类要经过多个工站的,对于量大的组成小单元,其他的组合杂合线。
.png)
工艺路线表
PR分析后仍然要考虑[量]的因素,虽然可能有的产品工艺复杂,若很小的量也不用设全兼容的生产线来满足
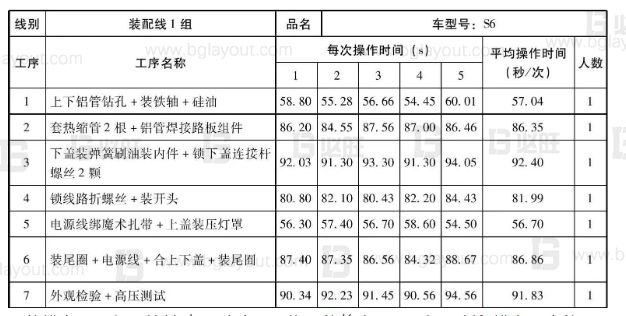
确定产品族的工艺路线后,就需要观测工艺过程时间。不同的工艺(工序)时间是不同的,怎么合理搭配才能将瓶颈工序的时间降低,提高瓶颈工序的产出是非常重要的。
有些客户可能之前有一些标准工时,即使客户已有较详细的标准工时(表57),也不能直接拿来进行生产线设计,必须亲自到现场实际观测(三现主义)。观测的目的并不仅是为了核实,而是一个熟悉产品工艺流程的过程(就像即使取得工厂的Layout图,还是要现场测绘一下,这也是一个熟悉的过程)。
产品标准工时表
工位排布需要很强的基础IE功底,因为不能静态地只是把原制程排布上去就可以了,要观察分析进一步改善,然后将改善的预期效果用于新生产线的设计中,这是工厂布局规划顾问的重要价值,往往要产生颠覆性的变化;平衡率95%。
针对可能要置入的自动化装备,若没有案例可参考,最好进行[情景模拟],即以人手模拟装备的预定动作,来看与其他部分的配合是否有影响,来验证方案的可行性。
通过不同的线体布局形式,结合产品的工艺路线,进行不同布局形式的比较,从而选择适合公司产品的布局形式。
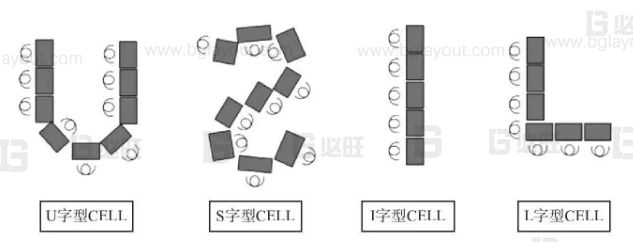
精益布局示意图
确定好产品适合什么样的布局之后,就需要依据布局的方式选择适合的设备名称与数量。
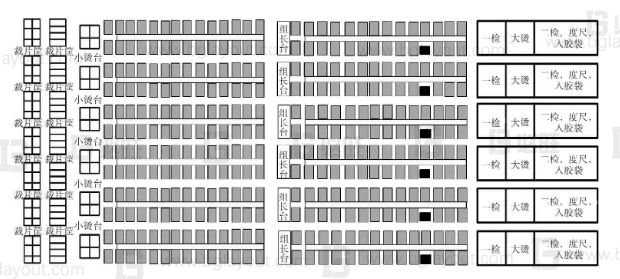
车间布局图
对线体排列布局方式进行确定后,开始在图纸上布置设备大致的排列方向,依据车间位置看到底是横向排列设备布局还是纵向排列设备布局。不同方式会导致车间面积利用率的不同。做好大致的设备布局后,要在纸上进行作业模拟分析,通过纸上研讨分析来验证布局的合理性。
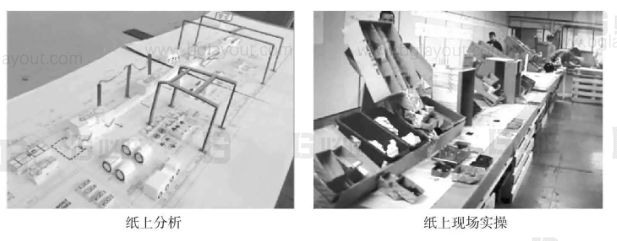
线上布局分析
 返回列表
返回列表成功案例
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
选择上海必旺
开启您的智能制造模式 ,加速企业数字化转型
免费获取方案报价